Kehlnaht schweißen. Kehlnaht 2020-01-18
Schweißverbindung
Die Hubeinrichtung 22 wird eingefahren und durch Schwerkraft bewegen sich die aktivierten Brennereinheiten 18 der Blechoberfläche entgegen. Ein Merkmal der Erfindung besteht darin, daß auf dem Magnetbal ken an beiden Enden vertikale Führungen, an denen vertikal ver fahrbare Hubwagen mit einem Zapfen zur Aufnahme des Schweißbal kens angeordnet sind, befestigt sind. Klicken Sie in der Multifunktionsleiste auf Registerkarte Schweißen Gruppe Schweißen Kehlnaht. Je nach Anzahl der vorhandenen Brennerein heiten 18 und der Schweißstromquellen wird der Schweißprozeß solange längs des Profils 20 wiederholt, bis eine durchgängige unterbrochene beidseitige Kehlnaht vorhanden ist siehe Fig. Zum Teil sind die Lastannahmen und die anzuwendenden Gleichungen in Regelwerken festgelegt. Änderungen am Schweißsymbol wirken sich jedoch nicht auf das Kehlnahtelement aus.
Next
Das Kehlnahtschweißen

Schweißstoß: darunter versteht man die Anordnung der zu verschweißenden Teile zueinander. Dann nehmen Sie gerne Kontakt zu uns auf. In den zugehörigen Zeichnungen zeigen Fig. Eine Vorrichtung zum Aufsetzen und Heftschweißen von Profilen auf Blechplatten bzw. Wie halte ich das Gerät korrekt? Einführung und Anleitung Kehlnaht schweißen Eine Kehlnaht entsteht beim Schweißen immer dann, wenn zwei Werkstücke aufeinander stoßen und dabei in einem Winkel zueinander stehen. Bei diesem Regelwerk werden die statischen und dynamischen Lasten berücksichtigt unter der Schwere des Betriebs sowie der täglichen Einsatzdauer.
Next
Das Kehlnahtschweißen
Danach werden alle Fixierelemente 11 gemeinsam ver tikal nach unten bewegt und nach Erreichen der Oberkante des Profils 20 in dieser Stellung arretiert. Ist das Profil 20 vollständig abgeschweißt wird die Vorrichtung in Ausgangsstellung gebracht und das nächste Profil 20 kann aus der Vorratspalette geholt werden. Magnetbalken 5 und Schweißbalken 6 werden vertikal soweit abgesenkt bis das Profil 20 einen Abstand von ca. . Die Drehzapfen 28 ragen in beide Enden des Magnetbalken 5 hinein und nehmen diesen über Laufrol len 29, die oben auf dem Drehzapfen 28 montiert sind, auf. Es ist Aufgabe der Erfindung, ein Verfahren und eine Vorrichtung der eingangs erwähnten Art derart zu verbessern, daß die Tren nung der Arbeitsgänge Profilaufsetzen und Heften einerseits und Profilabschweißen andererseits überflüssig wird, daß das Profil auf die Blechplatte auf ganzer Länge horizontal und vertikal gerade aufgesetzt, winklig ausgerichtet und fixiert wird und daß die Funktion axiale Verschiebung und Drehung des Profil sowie Höhenverstellung vereinfacht wird. Damit können Profile auch schräg auf die Blechplatte aufgesetzt werden.
Next
2. Heldenlektion

Die dem Stand der Technik entsprechende Trennung von Profilauf setzen und Heftschweißen sowie anschließendem Kehlnahtschweißen bringt neben einem hohen Investitionsaufwand noch eine Reihe von Problemen mit sich. Stoßhaft auftretende Lasten sind durch Stoßfaktoren und Schwingbeiwerte Betriebsfaktoren zu berücksichtigen. Das Kehlnahtschweißen erfolgt auf beiden Seiten des Profils 20 gleichzeitig. Bei sicherheitsrelevanten Bauteilen ist eine einwandfreie Durchschweißung durch den gesamten Querschnitt zu gewährleisten. An bei den Enden des Magnetbalkens vorgesehene Drehantriebe, die eben falls mit der Kugeldrehverbindung in Wirkungsverbindung stehen, bewirken das Schwenken des Magnetbalkens. Als Schweißstöße können auch Stumpf- und Überlappstöße in Betracht gezogen werden. Es ist vorteilhaft, daß an den Stützen vertikal verfahrbare Hubwagen angeordnet sind, die über eine Kugeldrehverbindung mit Drehzapfen mit dem Magnetbalken axial verschiebbar und schwenk bar verbunden sind.
Next
Lage

Sie kommen zu uns, um am ersten Tag die theoretischen Kenntnisse kurz aufzufrischen, den restlichen Tag werden Sie nur und die Prüfbleche für den nächsten Tag vorbereiten. Bei der Berechnung nach Eurocode 3 gibt es die beiden Berechnungsverfahren, richtungsbezogenes und vereinfachtes Verfahren. Bedingt durch eine Auslenkung des hydrauli schen Zylinders bei Verdrehung und axialer Verschiebung des Profils zur Feineinstellung des Profils gegenüber der Blechplat te ist keine Proportionalität zwischen Drehwinkel und Zylinder auslenkung vorhanden, d. Seit 2012 ist für den Stahlbau die Bemessung nach Eurocode 3 bzw. Das als Voraussetzung zum Abschweißen notwendige Heftschweißen entfällt vollkommen.
Next
DE19548616A1

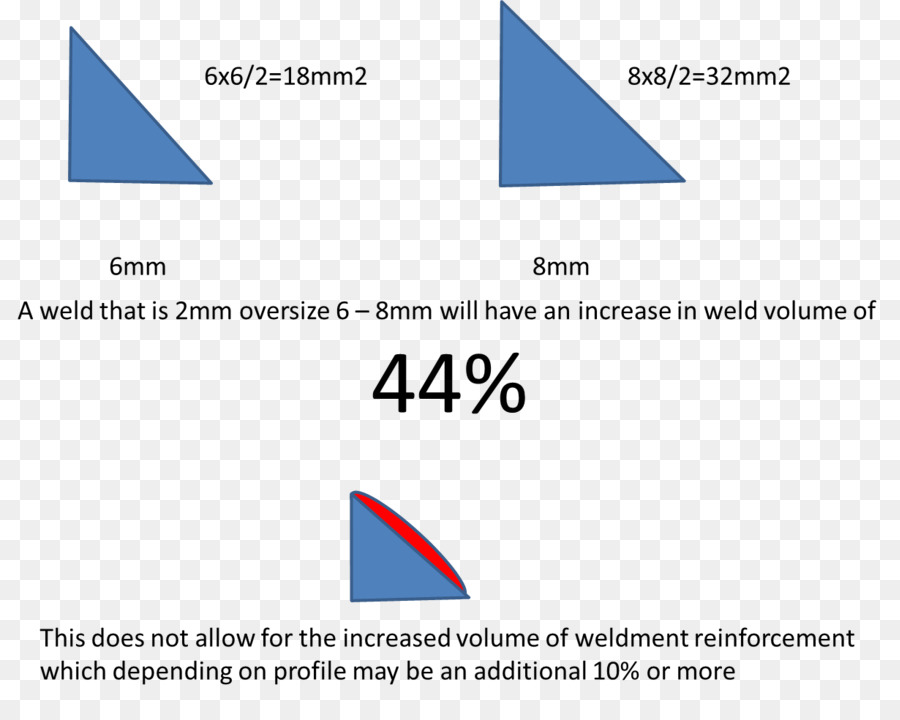
Die Fixierplatten 21 dienen gleichzeitig als Schweißstromrückfüh rung. Aus der Beschreibung ist eine zugehörige Schweißvorrichtung nicht erkennbar. Wie dick die endgültige Schweißnaht ist, bestimmt er über das A-Maß, bei dem 10 mm Bauteil wären das 5-7 mm Stärke. Nun erfolgt wie aus Fig. Ein weiterer Nachteil ist in der gewählten Ausführung der Pro fildrehung zu sehen. Die Nahtlänge kann hierbei kleiner oder grö ßer sein als ca.
Next
Schweißverbindung

Die Erfindung wird anhand eines Ausführungsbeispieles näher erläutert. Anschließend werden das Profil und die Blechplatte durch eine manuell oder automatisch durchgeführte Heftschweißung miteinander verbunden. Dabei werden bewusst vereinfachende Annahmen getroffen. Treffen hierbei Hubmagnete 17 nicht auf die Blechoberfläche, weil das Paneel kürzer ist als die Arbeitsbreite des Magnetbalkens 5, fahren diese Hubmagnete 17 in die obere Totstellung, d. Die Gerätebrücke wird gebildet aus zwei parallel laufenden Brückenträgern, in deren Mitte ein weiterer Träger, der in Richtung seiner Längsachse verschiebbar ist, angeordnet ist.
Next
2017 SOLIDWORKS Hilfe

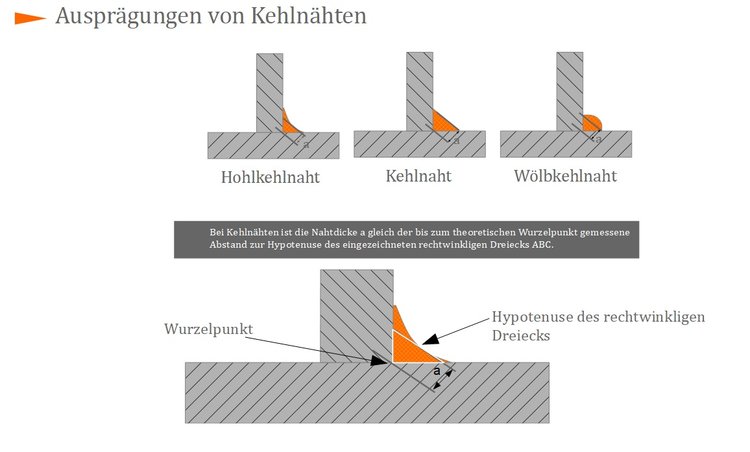
Dieser Axi alantrieb 8 findet beim Absetzen des Profils 20 auf die Blech oberfläche Anwendung. Definition Schweißen: Schweißverbindungen sind stoffschlüssige und unlösbare Verbindungen. Nachteilig ist jedoch, daß das winklige Ausrichten der Profile sehr schwierig ist, da nur im unmittelbaren Bereich der beab sichtigten Heftschweißstelle der erforderliche Preßdruck vorhan den ist. Die Kehlnaht ist eine der am häufigsten geschweißten Positionsnaht. Bei unterschiedlichen Blechdicken ist die kleinere maßgebend. Die Fixierelemente 11 sind so ausgeführt, daß sie nach dem leichten Andrücken des Profils 20 auf der Blechplatte gesperrt werden und somit ein über die ge samte Länge des Profils 20 wirkendes Widerlager bilden. Das Aufsetzen und Abschweißen der Profile 20 wird wie folgt vorgenommen: Die Blechplatte bzw.
Next